












How Board Thickness and Hole Size Affect Resin Plugging Quality in PCB Manufacturing
Achieving perfect resin filling in PCB manufacturing goes beyond a simple step—it directly influences the final product’s performance and reliability. Even slight variations in board thickness or hole diameter can introduce significant challenges, affecting everything from resin flow to the potential for defects like air bubbles and voids. Understanding how these factors interact is crucial for producing high-quality, durable PCBs.
Importance of Board Thickness and Hole Diameter in Resin Plugging Process
What is the Resin Plugging Process?
The resin plugging process is used in PCB manufacturing to fill vias (holes) with resin. This process ensures the vias are electrically insulated and mechanically stable, preventing issues such as shorts and structural weaknesses. In essence, it’s a crucial step in strengthening the board and enabling it to perform well under various conditions.
Role of Board Thickness and Hole Diameter in the Resin Plugging Process
Board thickness and hole diameter are two key factors that affect how well resin fills the vias.
Board Thickness: This refers to the overall depth of the PCB. Thicker boards require more resin to fill the vias, increasing the difficulty of the plugging process. As the board gets thicker, resin has to travel a longer distance to fill the hole, which can lead to incomplete filling or air bubbles.
Hole Diameter: This is the width of the holes that are to be filled with resin. Smaller diameters present more resistance to resin flow, making it harder for the resin to fill the hole completely. This can lead to defects such as voids and air pockets, which can compromise the PCB's functionality.
Key Factors That Affect Resin Plugging Quality
Several factors play a role in the success or failure of the resin plugging process:
Flow Resistance: As the hole diameter decreases, the resistance to resin flow increases. This can prevent the resin from filling the hole completely and evenly.
Hole Depth: Deeper holes require more resin and may cause issues such as incomplete filling or formation of air bubbles. This becomes a challenge especially in thick boards where the resin has a long distance to travel.
Resin Properties: The type of resin used must be suitable for the board’s thickness and the hole diameter. Resins with low viscosity (thinner) are better at filling smaller holes, while resins with higher viscosity may be better for thicker boards but harder to control in smaller holes.
Curing Process: The curing process also plays a significant role. If the resin cures too quickly or unevenly, it can result in defects like cracks, bubbles, or incomplete filling, leading to quality issues.
Real-Life Example
Imagine manufacturing a PCB with a thickness of 3 mm and holes with a diameter of 0.2 mm. This creates a high aspect ratio (also known as the depth-to-diameter ratio). In this case, filling the holes becomes more difficult. The resin has to travel a longer distance, and because the holes are small, there’s increased resistance to the flow of resin. This is why special techniques, such as multiple filling cycles or vacuum-assisted filling, are often required for such boards to ensure high-quality results.
What is Aspect Ratio?
Aspect ratio refers to the relationship between the depth and the diameter of a hole in PCB manufacturing, especially in the resin plugging process. It is a critical factor that determines how challenging it will be to completely fill a hole with resin. When the aspect ratio is high, meaning the hole is deep compared to its diameter, the plugging process becomes more complex and prone to issues like incomplete filling or formation of voids.
Aspect Ratio Calculation Formula
The aspect ratio is calculated using the following formula:
Aspect Ratio = Depth of Hole / Diameter of Hole
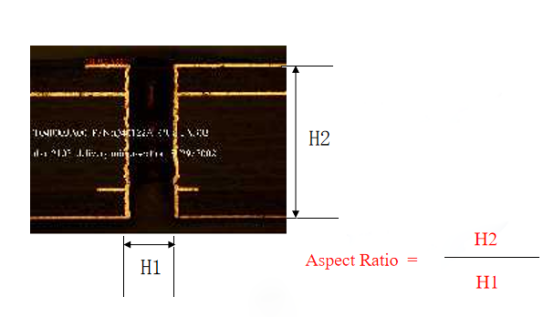
Depth of Hole: This is how deep the hole goes into the PCB.
Diameter of Hole: This is the width or size of the hole.
For example, if a hole has a depth of 3 mm and a diameter of 0.2 mm, the aspect ratio would be:
Aspect Ratio = 3 mm / 0.2 mm = 15:1
This means the hole is 15 times deeper than it is wide, which is considered a high aspect ratio and presents specific challenges during the resin filling process.
How Aspect Ratio Affects the Resin Plugging Process
A high aspect ratio significantly impacts the resin filling process in the following ways:
1. Increased Filling Difficulty
As the aspect ratio increases, it becomes harder for the resin to flow evenly and fill the hole completely. The resin has to travel a longer distance, and in deeper holes, it is more likely to solidify or form bubbles before it reaches the bottom. This can result in incomplete filling or voids, which compromise the integrity and performance of the PCB.
2. Higher Risk of Voids and Air Bubbles
In deeper holes with high aspect ratios, air pockets can become trapped. The longer resin flow distance increases the chances of air being trapped in the hole, which forms voids or bubbles. These voids can weaken the mechanical properties of the PCB, leading to reliability issues over time, especially under thermal or electrical stress.
3. Need for Special Filling Techniques
When dealing with high aspect ratio holes, manufacturers often need to use special techniques to ensure proper resin filling. This includes methods like multiple filling cycles (where resin is injected in stages) or vacuum-assisted filling, which help remove air and ensure the resin reaches the bottom of the hole.
4. Strain on Materials and Equipment
High aspect ratio holes also put more strain on the materials used and the equipment involved in the process. For example, the resin used must have low viscosity (flow easily) and high penetration ability to fill narrow, deep holes effectively. Moreover, the equipment must be precise and capable of controlling the resin flow and curing process under these challenging conditions.
Real-Life Example
Consider a PCB with a hole diameter of 0.5 mm and a depth of 6 mm. The aspect ratio would be:
Aspect Ratio = 6 mm / 0.5 mm = 12:1
With such a high aspect ratio, simply injecting resin into the hole might not be enough. Without careful process control, there’s a risk of incomplete filling or voids, which could lead to long-term failure in the final PCB product. This is why special resins, high-precision equipment, and advanced filling techniques are required to ensure quality in such designs.
What are the Effects of Increased Board Thickness on the Resin Plugging Process?
Increased Difficulty in Resin Filling
When the thickness of the PCB board increases, it becomes harder to fill the holes (vias) with resin. This is mainly because the resin has to travel a longer distance, and this affects its ability to fill the hole properly.
Changes in Resin Flow During Filling
As the board thickness increases, the resin has to flow further to reach the bottom of the hole. This longer flow distance increases the chances of the resin not filling the hole completely, leading to voids or uneven filling. In extreme cases, the resin may cool and harden before it reaches the bottom, leaving the hole partially filled or not filled at all.
Solidification Issues Due to Long Flow Distance
The longer the resin has to travel, the more time it has to cool and solidify. This can cause issues where the resin hardens prematurely before filling the entire hole. This can lead to incomplete filling or the formation of gaps and air bubbles, which can weaken the PCB's structural integrity and lead to long-term reliability issues.
Shrinkage and Crack Risks
Another challenge with thicker boards is the risk of shrinkage and cracks during the resin curing process.
Volume Shrinkage During Resin Curing
As the resin cures, it naturally shrinks. In deeper holes, more resin is required, and this means that there is a larger volume of material to shrink. The more the resin shrinks, the higher the risk of it pulling away from the walls of the hole, creating gaps. These gaps can lead to weak points that compromise the performance of the PCB.
Microcracks in Inner Copper Layers
Resin shrinkage can also put pressure on the PCB’s inner copper layers. As the resin hardens and shrinks, it can cause microcracks to form in the copper circuits. These microcracks can affect the electrical conductivity of the PCB, leading to failure in its electrical functions. Even small cracks can lead to significant reliability issues over time, especially under thermal or mechanical stress.
Increased Grinding Difficulty
After the resin is filled and cured, the surface of the PCB needs to be ground down to a smooth, even finish. Thicker boards complicate this process.
Increased Resin Removal
In thicker boards, more resin needs to be removed during the grinding process. This requires more time and effort to achieve a smooth, level surface. The increased amount of resin also makes it harder to achieve consistent results, leading to potential imperfections on the PCB surface.
Challenges in Grinding Flatness
Achieving a flat, even surface on thicker PCBs is more challenging. As more material is removed, there’s a risk of uneven grinding, which can cause the resin to become concave or even be ground away completely in some spots. Maintaining control over the grinding process is critical, as any mistakes can affect the overall quality of the PCB and its functionality.
Higher Requirements for Resin Properties
The resin used in thicker boards must have specific qualities to handle the challenges posed by increased board thickness.
Flowability, Shrinkage, and Thermal Stability Requirements
Resin used for filling deeper vias in thicker boards needs to have high flowability to ensure it fills the hole completely. Additionally, the resin must have a low shrinkage rate to prevent gaps from forming as it hardens. Moreover, it should be thermally stable to withstand the heat generated during the curing process without deforming or creating defects.
Choosing the Right Resin
For thicker PCBs, manufacturers often use specialized resins designed for deep hole filling. These resins are engineered to flow more easily, have lower shrinkage rates, and provide greater thermal resistance. Using the wrong type of resin for thicker boards can result in poor filling quality, leading to increased production costs and lower reliability in the final product.
Real-Life Example
Consider a PCB with a thickness of 3 mm and a hole diameter of 0.5 mm. The resin has to travel a greater distance compared to a thinner board, which means there’s a higher chance of incomplete filling or premature solidification. Additionally, after curing, the resin may shrink and create microcracks in the copper, affecting the PCB's electrical reliability. To overcome these challenges, manufacturers may need to use specially formulated low-viscosity resins and advanced filling techniques, such as multi-cycle filling or vacuum-assisted processes.
What Are the Effects of Reduced Hole Diameter on the Resin Plugging Process?
Increased Flow Resistance
As the hole diameter decreases, the resistance to resin flow increases. This can lead to difficulties in completely filling the hole, which can cause defects in the PCB.
Relationship Between Hole Diameter and Flow Resistance
The flow resistance is directly related to the diameter of the hole. Smaller holes present more resistance to the resin because the narrow space makes it harder for the resin to travel and fill the entire hole. In fact, flow resistance increases exponentially as the hole diameter decreases, meaning that a small change in diameter can significantly impact the ease of filling.
Impact on Resin Flowability
With smaller hole diameters, the resin's ability to flow becomes more restricted. The resin may not flow evenly or completely into the narrow space, resulting in incomplete filling. This can lead to defects such as voids, air pockets, or uneven resin distribution, ultimately affecting the quality and reliability of the PCB.
Difficulty in Bubble Removal
Another issue with smaller holes is the difficulty in removing air bubbles during the resin filling process.
Bubble Formation and Removal Challenges in Narrow Spaces
Smaller holes create confined spaces where air is more likely to get trapped. As resin is injected, it can be challenging for the air to escape. This trapped air forms bubbles that disrupt the resin filling process and can result in voids. These voids can weaken the PCB, causing potential failure points, especially under thermal or electrical stress.
Effect on Filling Quality
The presence of bubbles and voids within the resin significantly impacts the overall quality of the PCB. Bubbles weaken the structure, affecting its mechanical properties and its ability to conduct electricity properly. A PCB with air pockets is more likely to fail under stress, leading to potential system failures.
Increased Precision Requirements for Equipment
As hole diameter decreases, the requirements for the precision of the equipment involved in the resin plugging process also increase.
Demand for High-Precision Equipment
Smaller holes require more precise equipment to ensure that the resin fills the hole completely and evenly. This often involves using equipment capable of controlling the flow of resin with extreme accuracy, such as automated dispensing systems or advanced vacuum-assisted filling machines. Without this precision, the risk of incomplete filling or bubbles increases.
Applications of Vacuum Filling and Screen Printing
To ensure high-quality resin filling in narrow holes, techniques like vacuum-assisted filling and screen printing are commonly used. Vacuum filling helps remove trapped air by creating a vacuum in the hole, allowing the resin to flow more easily and completely. Screen printing, on the other hand, uses a fine mesh to apply resin precisely into small holes, ensuring uniform distribution.
Sensitivity to Resin Viscosity
The resin used in the filling process needs to have specific properties when dealing with smaller holes, particularly low viscosity.
Low Viscosity and High Flowability Requirements
For small holes, the resin must have low viscosity, meaning it should flow easily. Thicker, more viscous resins are harder to inject into narrow spaces and may fail to fill the hole properly. Low-viscosity resins, which are more fluid, allow for better flow and penetration into small, confined spaces, ensuring that the hole is fully filled and free from defects like voids or bubbles.
Real-Life Example
Consider a PCB with holes that have a diameter of 0.1 mm. The narrow diameter creates significant resistance to the flow of resin. If a high-viscosity resin is used, it may not flow adequately into the hole, resulting in incomplete filling or the formation of air pockets. To address this challenge, manufacturers would need to use a specially formulated low-viscosity resin and employ precise equipment, such as a vacuum-assisted filling system, to ensure the resin fills the hole without leaving any voids. This process would require careful control of the resin's flow properties to achieve the desired result.
How to Address the Dual Challenges of Board Thickness and Hole Diameter?
Challenges of Excessive Aspect Ratio
When both board thickness and small hole diameter come into play, the aspect ratio (the ratio of hole depth to diameter) becomes excessively high. This creates significant challenges in the resin plugging process.
Problems Caused by Increased Aspect Ratio
A high aspect ratio means the hole is much deeper than it is wide. This creates two main challenges:
The resin has to travel a long distance to fill the hole, which makes it harder to achieve a complete fill.
The narrow diameter increases resistance to resin flow, further complicating the process.
Together, these factors increase the likelihood of defects like incomplete fills, voids, or trapped air bubbles.
Necessity for Special Techniques
To overcome the challenges of high aspect ratios, special techniques are required to ensure the resin filling process is successful. These methods are specifically designed to address the unique issues that arise when both board thickness and hole diameter are small.
Multiple Filling Cycles and Vacuum-Assisted Filling
For holes with a high aspect ratio, multiple filling cycles may be used. This involves injecting resin into the hole in stages, allowing each layer of resin to cure before adding the next. This ensures that the hole is fully filled, even if the resin has difficulty reaching the bottom in a single pass.
Vacuum-assisted filling is another technique used. By creating a vacuum inside the hole, trapped air is removed, and the resin is allowed to flow more easily and evenly into the narrow, deep hole.
Development and Use of High Aspect Ratio Resins
Resins designed for high aspect ratio applications are specifically formulated to be more fluid and able to fill deep, narrow holes. These resins are typically engineered to have better flowability and lower viscosity, allowing them to penetrate deeper holes without forming air pockets or voids.
Selection of Low Viscosity, High Penetration Resin
Choosing the right type of resin is critical when dealing with high aspect ratio holes. Low-viscosity, high-penetration resins are ideal for these applications because they flow easily into narrow spaces and fill deep holes more effectively.
Low Viscosity for Better Flow
Resin with low viscosity flows more easily through small holes, reducing the risk of incomplete fills and ensuring that the resin can reach the deepest parts of the hole. High-viscosity resins, on the other hand, may not flow properly and could cause the resin to solidify before reaching the bottom of the hole, leading to defects.
High Penetration Properties
In addition to being low in viscosity, high-penetration resins are designed to have excellent wetting properties, which means they spread evenly over the walls of the hole. This ensures a uniform fill, reducing the risk of voids or air bubbles.
Precise Control of Preheat Temperature and Curing Cycle
The curing process is another critical factor in the resin plugging process, especially when dealing with high aspect ratios. The resin must be cured at the right temperature and rate to prevent issues like shrinkage, cracking, or incomplete curing.
Preheat Temperature Control
Controlling the preheat temperature is essential because resin flows more easily when warmed. However, excessive preheating can cause the resin to cure too quickly, leading to defects. Ensuring a precise preheat temperature helps maintain optimal resin flow, allowing it to fill the hole evenly and completely.
Curing Cycle Optimization
The curing cycle, or the process of hardening the resin after it is injected, also requires careful control. If the curing process is too rapid or uneven, it can lead to problems like cracking or shrinkage, which can affect the final quality of the PCB. A controlled and optimized curing cycle ensures that the resin hardens evenly and fully, minimizing defects.
Impact on Cost and Yield Due to Dual Challenges
When dealing with both thick boards and small holes, manufacturers often face increased production costs and decreased yields due to the complexity of the resin filling process.
Higher Costs of Materials and Labor
The use of specialized resins, additional processing steps like multiple filling cycles, and advanced equipment for vacuum filling all contribute to higher production costs. These techniques are more labor-intensive and time-consuming, further increasing the overall cost of production.
Decreased Yield and Increased Risk of Defects
The increased difficulty of achieving a perfect resin fill in high aspect ratio holes leads to a higher risk of defects, such as voids, cracks, or incomplete fills. These defects can cause failures in the final PCB, which lowers the yield and increases waste. As a result, manufacturers may need to invest more in quality control, testing, and rework, reducing overall efficiency.
Real-Life Example
Consider a PCB with a board thickness of 4 mm and a hole diameter of 0.2 mm. This results in an aspect ratio of 20:1, which poses significant challenges for resin filling. To address these challenges, manufacturers may need to employ multiple filling cycles with vacuum-assisted filling to ensure complete resin penetration. Additionally, they would likely use specially formulated low-viscosity, high-penetration resin to facilitate better flow and minimize the risk of defects. While this process increases production costs and requires careful control of the curing cycle, it ensures that the final product meets the necessary quality standards.
Quality Control Strategies in the Resin Plugging Process
Real-Time Monitoring and Data Feedback
How Can Monitoring Flowability and the Curing Process Ensure Quality?
Real-time monitoring is crucial in the resin plugging process to ensure quality control and prevent defects. By continuously monitoring the resin's flowability and curing process, manufacturers can detect issues early and adjust the process before defects occur.
Monitoring Resin Flow
Monitoring the flow of resin during the filling process helps ensure that it flows evenly and completely into the hole. If the resin does not flow properly, it can cause incomplete fills or the formation of air bubbles. By tracking the resin's behavior in real time, adjustments can be made to ensure the hole is fully filled.
Curing Process Monitoring
The curing process must be carefully controlled to avoid defects such as shrinkage or cracks. By tracking the temperature and time during curing, manufacturers can ensure that the resin hardens evenly without forming unwanted gaps or voids. Real-time data feedback allows for immediate adjustments, ensuring consistent quality throughout production.
Process Parameter Optimization
How Can Temperature, Pressure, and Time Be Precisely Controlled?
Optimizing process parameters such as temperature, pressure, and time is essential to achieving high-quality resin filling and curing. These factors directly impact the resin's ability to flow, fill the hole completely, and cure properly.
Temperature Control
The temperature at which resin is injected and cured plays a critical role in its flow and curing behavior. Too high or too low a temperature can cause the resin to harden too quickly, leading to incomplete fills or the formation of cracks. By maintaining a consistent and controlled temperature, manufacturers can ensure optimal resin flow and curing performance.
Pressure Control
Pressure is another key factor in ensuring that resin fills deep or narrow holes completely. By applying the correct pressure during the filling process, manufacturers can help push the resin into hard-to-reach areas, ensuring complete filling and reducing the chances of air pockets. Maintaining the right pressure also helps ensure that the resin remains in place during curing, reducing shrinkage or cracking.
Time Control
The duration of each phase in the resin plugging process—whether it’s injection, curing, or cooling—must be carefully controlled. The resin must be injected quickly enough to avoid premature solidification, and it must be cured long enough to ensure proper hardening. Fine-tuning the timing ensures a consistent, high-quality product.
Common Quality Issues and Their Prevention
How Can Void, Bubble, and Crack Issues Be Controlled?
Quality issues such as voids, bubbles, and cracks are common in the resin plugging process. These defects can severely affect the functionality and reliability of the PCB. Preventing these issues requires careful process control and early detection.
Controlling Voids and Bubbles
Voids and bubbles are often caused by trapped air during the resin injection process. To prevent this, vacuum-assisted filling can be used to remove air from the holes before resin is injected, ensuring that the resin fills the hole without trapping air. Additionally, real-time monitoring during filling can detect any air pockets early, allowing for corrective action.
Crack Prevention
Cracks often occur when the resin shrinks too much during curing or when there is excessive pressure on the resin due to improper curing conditions. To prevent cracks, it’s essential to optimize the curing time and temperature to ensure that the resin hardens evenly. Using low-shrinkage resins and controlling the curing cycle can also help reduce the risk of cracks.
How Can Grinding and Polishing Processes Be Optimized?
After the resin is cured, it is usually necessary to grind and polish the PCB surface to make it smooth and even. Improper grinding can result in resin being removed unevenly, leaving some areas underfilled or overfilled.
Optimizing Grinding
Grinding must be done carefully to remove the excess resin while keeping the underlying PCB surface intact. Using precision grinding equipment helps ensure that the resin is evenly ground down without damaging the board. Regular checks during grinding can ensure that the resin layer is removed evenly across the surface.
Polishing for Uniformity
After grinding, polishing is required to create a smooth, even surface. Careful attention must be paid to avoid over-polishing, which could expose the copper layers or damage the board. Regular inspection during polishing helps ensure that the surface remains smooth and uniform.
Real-Life Example
Consider a PCB manufacturing process where the resin is used to fill vias in a board with a thickness of 2 mm and a hole diameter of 0.3 mm. The manufacturer employs real-time monitoring to track the resin’s flow and the curing temperature. The temperature is kept within a specific range to avoid premature curing, while the pressure is adjusted to ensure the resin fills the narrow holes completely. After curing, the grinding process is carefully monitored to ensure uniform removal of excess resin. During polishing, the surface is inspected to maintain a smooth finish. These steps, combined with optimized process parameters, ensure the final PCB is free of voids, bubbles, and cracks.
How to Choose the Right Resin Materials to Improve Hole Plugging Quality?
How Does Resin Type Affect the Plugging Process?
Choosing the right resin material is crucial for ensuring the success of the resin plugging process. Different resin types have distinct characteristics that influence how well they fill holes, cure, and interact with the PCB materials.
High Flowability and Low Viscosity Resins
Resins with high flowability and low viscosity are ideal for resin plugging, especially when dealing with small or deep holes. High-flow resins can easily travel through narrow channels and deep vias, filling them completely without leaving gaps or voids. A resin with low viscosity flows more easily, which is critical for ensuring that the resin reaches the deepest part of the hole without solidifying too early or creating air pockets.
Example: A PCB with small vias requires low-viscosity resin to ensure it flows into every part of the hole, especially in high aspect ratio holes where the depth-to-diameter ratio is large.
Thermal Stability and Shrinkage Rate
Another important factor is the thermal stability and shrinkage rate of the resin. As resin cures, it typically shrinks. If the resin shrinks too much, it can create gaps between the hole walls and the resin fill, which can lead to weak spots in the final PCB. Thermal stability ensures that the resin maintains its form and functionality even under varying temperature conditions. Choosing resins with low shrinkage and high thermal stability ensures that the resin remains in place after curing and does not form cracks or voids.
Example: For PCBs used in high-temperature environments (e.g., automotive or industrial applications), using resins with good thermal stability helps ensure long-term reliability.
How Does Material Selection Relate to Aspect Ratio?
The aspect ratio (depth-to-diameter ratio) plays a critical role in determining the appropriate resin material for hole plugging. A higher aspect ratio (deep, narrow holes) poses additional challenges for resin flow and curing.
Resin Optimization for High Aspect Ratio
In PCBs with high aspect ratios, resins need to be optimized for better penetration into deep holes. These resins are typically designed with low viscosity, high wetting ability, and excellent flow characteristics to ensure that they can reach the bottom of deep holes and fill them completely. Additionally, resins used in high aspect ratio applications often have lower shrinkage to prevent gaps from forming as they cure.
Example: A PCB with a hole diameter of 0.3 mm and a depth of 3 mm (aspect ratio of 10:1) requires a resin that flows easily and doesn’t solidify too quickly. Low-viscosity resins that are designed for high aspect ratio applications help ensure complete filling without defects.
How to Improve the Reliability and Yield of the Resin Plugging Process?
Challenges in the Resin Filling Process and Solutions
What Are the Key Challenges in Resin Filling?
Resin filling is a crucial step in the PCB manufacturing process, but several challenges can affect the quality and yield. These include issues like incomplete filling, trapped air bubbles, and insufficient resin penetration into deep holes.
Incomplete Filling
Incomplete filling occurs when the resin cannot reach the deepest parts of the hole. This is often due to high aspect ratios (deep, narrow holes) or high-viscosity resin that struggles to flow properly.
Solution: Using low-viscosity resins helps improve resin flow, especially for deeper holes. Additionally, techniques like vacuum-assisted filling or multiple-stage filling can ensure that the resin fills the hole completely, even in deep vias.
Air Bubbles and Voids
Air bubbles are a common issue in the resin filling process, as trapped air can prevent the resin from filling the hole uniformly.
Solution: Vacuum degassing techniques can help remove trapped air before resin injection. In some cases, a vacuum filling process ensures that air is expelled from the hole, leaving it filled only with resin.
Insufficient Penetration in Small Holes
Small holes present an added challenge for resin to penetrate properly due to the narrow spaces.
Solution: For small holes, using high-flow, low-viscosity resins and maintaining proper filling pressure ensures the resin can reach and completely fill every part of the hole.
Process Optimization and Automation Control
How Can Process Optimization and Automation Improve Yield?
Automating and optimizing the resin plugging process can significantly improve yield and ensure consistent quality. By controlling and streamlining various process parameters, manufacturers can reduce human error and improve efficiency.
Automated Resin Injection
Using automated systems to inject resin into the PCB holes allows for more precise control over the amount of resin used, the injection speed, and the pressure applied. This reduces the risk of overfilling or underfilling holes and minimizes defects.
Process Parameter Optimization
Critical parameters such as temperature, pressure, and injection time can be optimized through automated systems. For instance, automated systems can adjust the pressure to ensure resin fills the hole completely without causing excess pressure that might lead to resin overflow or cracking.
Monitoring and Feedback Systems
Implementing real-time monitoring and feedback loops ensures that any deviations from the desired process parameters are detected immediately. By continuously adjusting based on real-time data, automation systems can maintain consistent quality throughout production.
Example: A PCB manufacturer may use an automated resin injection system combined with a vacuum-assisted process. This automation ensures that the resin fills holes evenly, and the vacuum removes any air pockets, improving the final product's consistency and yield.
Quality Inspection and Post-Processing Optimization
How to Inspect Resin Filling Integrity and Quality?
After resin is injected into the holes, it’s essential to verify that the fill is complete and defect-free. This is where quality inspection plays a key role.
Resin Fill Integrity Testing
X-ray inspection is one of the most common methods used to check the integrity of resin filling in PCBs. This non-destructive technique allows manufacturers to look inside the PCB and check for any voids, bubbles, or incomplete fills. Another method is ultrasonic testing, which uses sound waves to detect inconsistencies in the resin's distribution within the hole.
Visual and Automated Inspection
Automated optical inspection (AOI) systems can be used to visually inspect the surface of the PCB to check for signs of incomplete filling or overflows. These systems can compare the actual appearance of the PCB to a set of predefined specifications and flag any issues that require attention.
How to Optimize Grinding and Cleaning?
After the resin has been injected and cured, the surface of the PCB usually needs to be ground and polished to achieve a smooth finish. The grinding and cleaning process must be carefully controlled to avoid damaging the resin or the PCB itself.
Grinding Process
Grinding should be done evenly to remove excess resin while keeping the PCB surface intact. The grinding depth needs to be controlled accurately to avoid grinding away the resin layer entirely, which would expose the underlying layers and potentially damage the PCB. Precision grinders and multi-stage grinding systems help ensure uniform removal of excess resin.
Polishing and Cleaning
After grinding, the PCB is polished to smooth out any surface imperfections. Automated polishing systems ensure consistent results. After polishing, the PCB must be thoroughly cleaned to remove any residue or contaminants that could affect its functionality. Chemical cleaning agents are often used in combination with ultrasonic cleaning for thorough and precise cleaning.
Example: A manufacturer uses X-ray inspection to check for voids after the resin filling process. Upon detecting a small void in a deep via, they adjust the injection pressure and re-run the filling process. After the resin is cured, they use an automated grinding machine that ensures the resin is ground down evenly without damaging the surface.
Conclusion
The resin plugging process is crucial for ensuring the quality and reliability of PCBs, with factors like board thickness and hole diameter playing a significant role. As board thickness increases, challenges such as resin flow, shrinkage, and grinding difficulties become more pronounced. Likewise, smaller hole diameters increase flow resistance, making it harder to achieve complete resin filling and potentially leading to defects like air bubbles or voids. To effectively address these challenges, specialized resins and advanced techniques are essential, especially when dealing with high aspect ratio holes.
In this rapidly evolving landscape, companies like PCBMASTER stand out for their commitment to quality. As a professional PCB supplier, PCBMASTER continuously stays at the forefront of resin plugging technology, optimizing processes to deliver high-performance, reliable PCBs. Our focus on quality ensures that customers receive top-tier products that meet the demanding requirements of today’s electronic applications.
FAQs
1. What Common Issues Arise When the Aspect Ratio Is Too High?
A high aspect ratio (i.e., a deep and narrow hole) presents several challenges in the resin plugging process. These issues primarily stem from the difficulty of properly filling and curing resin in deep vias or holes. Common problems include:
Incomplete Filling: As the depth of the hole increases, the resin may struggle to flow to the bottom, resulting in incomplete filling. This is especially a concern for high aspect ratio holes where the depth significantly exceeds the diameter.
Air Trapping: High aspect ratio holes have smaller diameters and longer paths for the resin to travel. This makes it easier for air pockets to get trapped inside the hole, leading to voids or bubbles.
Resin Shrinkage and Cracking: During curing, resin tends to shrink. For deep holes, the resin is more likely to separate from the walls of the hole, creating cracks or voids, compromising the mechanical and electrical reliability.
Longer Curing Times: The deep holes require longer curing times, which can lead to inconsistencies in curing and result in poor fill quality.
To overcome these challenges, manufacturers often use low-viscosity resins, vacuum-assisted filling, and multiple-stage filling techniques.
2. How to Avoid Air Bubbles and Voids During Resin Filling?
Air bubbles and voids are common issues in the resin plugging process and can significantly impact the quality and reliability of PCBs. To minimize these defects, consider the following strategies:
Vacuum Degassing: Before injecting resin into the holes, use a vacuum degassing process to remove air trapped in the resin. This ensures that the resin is bubble-free and can flow smoothly into the hole.
Vacuum Filling: Applying vacuum pressure during the resin injection process can help expel air from the hole. This is especially helpful in deep holes where air tends to get trapped in the narrow passageways.
Pressure-Assisted Filling: Using pressure during the resin filling ensures that the resin fills the hole completely, reducing the chances of air pockets being trapped.
Slow Injection Speed: Injecting resin at a controlled, slow rate can prevent air bubbles from forming by allowing the resin to gradually flow and fill the hole without pushing air along with it.
These methods, combined with low-viscosity resins, can help achieve smooth, bubble-free fills.
3. How to Improve Resin Flowability in Small Holes?
Small holes pose a unique challenge in resin plugging due to high flow resistance. To ensure the resin flows properly into narrow holes, follow these tips:
Low-Viscosity Resins: Use low-viscosity resins to improve the flowability of the resin. These resins are designed to flow easily through narrow channels and small vias without blocking or causing incomplete fills.
Pre-Heating the Resin: Pre-heating the resin slightly before injection can reduce its viscosity, making it easier to flow into small holes. However, care must be taken not to overheat the resin, as this may affect its curing properties.
Vacuum or Pressure-Assisted Filling: Using vacuum or pressure-assisted filling can help the resin penetrate small holes more effectively by overcoming the flow resistance. Vacuum helps remove air and pressure ensures the resin fills even the smallest cavities.
Optimizing Hole Design: Adjusting the hole design, such as increasing the hole diameter or providing specific pathways for the resin to flow, can also improve resin filling, especially for critical small holes.
By using these techniques, manufacturers can improve the resin’s ability to flow into small vias and ensure consistent fills.
4. How to Control Grinding Flatness During the Resin Plugging Process?
Maintaining grinding flatness after resin plugging is essential for ensuring a smooth PCB surface. If the surface isn’t properly leveled, it can cause defects and affect the PCB's electrical properties. Here’s how to control grinding flatness:
Use Precision Grinding Equipment: Employ high-precision grinding machines with automated control to ensure uniform grinding depth. These machines can precisely control the amount of material removed, ensuring a flat surface.
Multi-Stage Grinding: Implementing multi-stage grinding can help refine the surface gradually, ensuring that the resin is ground evenly and that no deep gouges or uneven surfaces remain.
Automated Polishing: After grinding, use automated polishing systems to smooth out any minor imperfections that might still be present. This ensures that the resin is evenly distributed and the PCB surface is perfectly flat.
Consistent Monitoring: Continuous monitoring during the grinding process is crucial. Using real-time feedback systems helps detect any surface irregularities during grinding and allows adjustments to maintain flatness.
By employing these strategies, manufacturers can ensure that the resin plugging process doesn’t affect the overall flatness and quality of the PCB.
5. How to Mitigate the Impact of Increased Board Thickness on Production Costs?
Increasing board thickness can raise production costs, but several strategies can help minimize this impact:
Optimized Resin Selection: Choosing low-cost, high-performance resins that are easier to process can reduce overall material costs. Specialized resins may have higher upfront costs but can reduce the need for more complex filling processes or equipment.
Efficient Filling Techniques: Using vacuum-assisted filling or pressure filling techniques can ensure the resin fills deep holes effectively, reducing the need for repeated filling stages or rework. This can help lower labor costs and improve production speed.
Automation: Automating the resin filling and curing process reduces human intervention, improving efficiency and lowering labor costs. Automation also ensures consistency, which reduces the likelihood of defects and the need for costly rework.
Process Optimization: Carefully optimizing temperature, pressure, and curing time during resin plugging can ensure maximum efficiency. Properly tuned processes will reduce the number of defective PCBs, lowering overall costs.
Standardized Board Sizes: Using standardized thicknesses and hole sizes for boards can lead to economies of scale, reducing both material and processing costs.
By focusing on efficient resin selection, optimized filling techniques, and automation, manufacturers can help offset the increased costs associated with thicker boards.
Author Bio
Hi, I'm Carol, the Overseas Marketing Manager at PCBMASTER, where I focus on expanding international markets and researching PCB and PCBA solutions. Since 2020, I've been deeply involved in helping our company collaborate with global clients, addressing their technical and production needs in the PCB and PCBA sectors. Over these years, I've gained extensive experience and developed a deeper understanding of industry trends, challenges, and technological innovations.
Outside of work, I'm passionate about writing and enjoy sharing industry insights, market developments, and practical tips through my blog. I hope my posts can help you better understand the PCB and PCBA industries and maybe even offer some valuable takeaways. Of course, if you have any thoughts or questions, feel free to leave a comment below—I'd love to hear from you and discuss further!

